Marketing has requested a significant change in the mix for a product family. The requested change falls between thedemand and the planning time fences. The most appropriate action by the master scheduler is to:
reject the request
accept the request.
forward the request to senior management.
check the availability of required material.
The most appropriate action by the master scheduler is to forward the request to senior management. According to the Time Fence Control (MRP and Supply Chain Planning Help) - Oracle, the demand time fence is a period within which the planning process does not consider forecast demand when calculating actual demand, and the planning time fence is a period within which the planning process does not alter the current material plan or master schedule. The master scheduler can make changes to the master schedule within the planning time fence, but only with approval from senior management. The request from marketing falls between the demand and the planning time fences, which means that it may affect the current material plan or master schedule, as well as the capacity and resource requirements of the production system. Therefore, the master scheduler should forward the request to senior management, who can evaluate the impact and feasibility of the request, and decide whether to approve or reject it.
An advantage of applying ABC classification to a firm's replenishment items is that:
it distinguishes independent demand from dependent demand.
it allows planners to focus on critical products.
it provides better order quantities than the economic order quantity (EOQ]).
it allows the firm to utilize time-phased order point (TPOP).
ABC classification is an inventory categorization technique that divides items into three classes based on their usage value, which is the product of the number of units sold and the cost per unit. Class A items have the highest usage value and account for a large proportion of the total inventory value, but a small percentage of the number of items. Class B items have a moderate usage value and account for a moderate proportion of the total inventory value and the number of items. Class C items have the lowest usage value and account for a small proportion of the total inventory value, but a large percentage of the number of items1.
An advantage of applying ABC classification to a firm’s replenishment items is that it allows planners to focus on critical products. Replenishment items are items that are regularly ordered or produced to maintain a certain level of inventory. By using ABC classification, planners can prioritize the replenishment of class A items, which have the highest impact on the firm’s profitability and customer satisfaction. Planners can also apply different inventory management techniques and policies for each class of items, such as more frequent reviews, tighter controls, lower safety stocks, and higher service levels for class A items, and less frequent reviews, simpler controls, higher safetystocks, and lower service levels for class C items234. This way, ABC classification can help planners optimize the replenishment process and reduce costs, waste, and stockouts.
The other options are not advantages of applying ABC classification to a firm’s replenishment items, because they are either irrelevant or incorrect. ABC classification does not distinguish independent demand from dependent demand, which are two types of demand that depend on whether the item is sold to customers or used as a component in another item5. ABC classification does not provide better order quantities than the economic order quantity (EOQ), which is a formula that calculates the optimal order quantity that minimizes the total inventory costs6. ABC classification does not allow the firm to utilize time-phased order point (TPOP), which is a method that determines when to place an order based on the projected inventory position and the lead time7.
In which of the following phases of the product life cycle is product price most effective in influencing demand?
Introduction
Growth
Maturity
Decline
Product price is most effective in influencing demand in the introduction phase of the product life cycle. The product life cycle is a concept that describes the stages that a product goes through fromits development to its decline. The introduction phase is the first stage, when the product is launched into the market and consumers are made aware of its existence and benefits. In this phase, product price can have a significant impact on the demand for the product, depending on the following factors:
Therefore, product price can be an effective tool to influence demand in the introduction phase of the product life cycle, depending on how innovative and competitive the product is. A high price can signal quality, exclusivity, and differentiation, while a low price can signal affordability, accessibility, and penetration.
References: Price Elasticity of Demand - Definition & Formula - Corporate Finance Institute; Product Life Cycle Explained: Stage and Examples - Investopedia; Generic Drugs - Overview - Mayo Clinic; Pricing Strategies For The Product Life Cycle (Made Simple) - Tyonote; Brand Image - Definition & Examples - Marketing Tutor; [Customer Loyalty - Definition & Examples - Marketing Tutor].
The capacity requirements plan is used primarily to:
balance capacity and load at work centers.
calculate the level of available capacity.
determine the overall product load profile.
determine the priority of orders.
The capacity requirements plan is used primarily to balance capacity and load at work centers. A work center is a location where one or more resources perform a specific operation or a group of operations. Capacity is the amount of time or output that a work center can offer for production activities. Load is the amount of time or output that a work center is required to produce based on the planned production schedule. Balancing capacity and load means matching the available capacity with the required load, so that there is no excess or shortage of capacity at any work center.
The capacity requirements plan is a report that shows the projected load and capacity of each work center over a planning horizon. It is derived from the master production schedule (MPS), which specifies the quantity and timing of finished goods to be produced, and the bill of materials (BOM), which specifies the components and materials needed for each finished good. The capacity requirements plan also uses the routing file, which specifies the sequence of operations and work centers required for each finished good, and the work center file, which specifies the capacity and availability of each work center. The capacity requirements plan can help to identify any gaps or surpluses in capacity at each work center and to take corrective actions, such as revising the MPS, rescheduling operations, adding or reducing resources, or outsourcing production.
The other options are not the primary uses of the capacity requirements plan. Calculating the level of available capacity is an input to the capacity requirements plan, not an output. The level of available capacity is determined by the work center file, which contains information such as shifts, hours, efficiency, utilization, and maintenance of each work center. Determining the overall product load profile is not a use of the capacity requirements plan, as it does not consider the product mix or demand variability. The overall product load profile is a general estimate of the total production volume or demand over a period of time. Determining the priority of orders is not a use of thecapacity requirements plan, as it does not consider the due dates or urgency of orders. The priority of orders is determined by using priority rules or dispatching methods, such as first-come-first-served (FCFS), shortest processing time (SPT), earliest due date (EDD), or critical ratio (CR).
References := Capacity Requirements Planning (CRP): Definition and Procedures, Capacity Requirements Planning (CRP Plan and Strategies) - ERP Information, Definition of Capacity Requirements Planning (CRP) - Gartner …
The most appropriate production output reporting method for repetitive manufacturing is:
operation-by-operation.
count point.
job tickets.
backflush.
The most appropriate production output reporting method for repetitive manufacturing is backflush. Repetitive manufacturing is a production system where the same or similar products are produced in large quantities or in a continuous flow1. Backflush is a method of reporting output and consumption of materials at the end of the production process, rather than at each operation or stage2. Backflush can simplify and streamline the production output reporting process, as it eliminates the need for tracking and recording each individual transaction or movement of materials and components. Backflush can also reduce the paperwork, errors, and costs associated with production output reporting2.
The other options are not as appropriate as backflush for repetitive manufacturing. Operation-by-operation is a method of reporting output and consumption of materials at each operation or stage of the production process3. This method can provide more detailed and accurate information about the production performance and costs, but it can also be more complex and time-consuming, as itrequires tracking and recording each individual transaction or movement of materials and components. Count point is a method of reporting output and consumption of materials at selected points or milestones in the production process4. This method can provide a balance between detail and simplicity, but it can also introduce errors or discrepancies, as it requires estimating or extrapolating the output and consumption of materials between the count points. Job tickets are documents that record the time, materials, and costs associated with a specific job or order5. This method can provide more flexibility and customization, but it can also be more suitable for job shop or batch production systems, where different products are produced in small quantities or on demand.
References : Repetitive Manufacturing: Definition & Benefits; Backflush Costing: Definition & Example; Operation by Operation Reporting - ERP Software Blog; Count Point Reporting - ERP Software Blog; Job Ticket Definition.
In which of the following environments is capable-to-promise (CTP) more appropriate than available-to-promise (ATP)?
Consumer electronics sold through local retailers
Industrial supplies shipped from regional distribution centers (DCs)
Packaged foods sold in grocery stores
Specialty chemicals packaged and shipped to order
Capable-to-promise (CTP) is a method of order promising that considers both material and capacity availability. CTP is more appropriate than available-to-promise (ATP), which only considers material availability, in environments where the production process is complex, customized, or resource-intensive, and where the demand is uncertain or variable. CTP can provide more accurate and realistic delivery dates, as well as optimize the use of resources and reduce inventory costs.
Among the options given, specialty chemicals packaged and shipped to order is the most suitable environment for CTP. This is because specialty chemicals are often produced in small batches or on demand, according to the specific requirements and preferences of each customer. Therefore, the production process requires high flexibility and customization, as well as careful coordination of materials and capacity. The demand for specialty chemicals may also vary depending on the market conditions and customer needs. CTP can help the company to promise delivery dates that take into account the availability of both materials and capacity, as well as the production lead time and transportation time.
The other options are less suitable for CTP, as they are more likely to use standard or mass production processes, where the products are made in large quantities or in advance, and where the demand is more stable or predictable. In these environments, ATP may be sufficient to promise delivery dates based on material availability alone, without considering capacity constraints.
References : What is a Capable-to-Promise System (CTP System … - Techopedia; Order promising - Supply Chain Management | Dynamics 365; Capable to Promise (CTP) (MRP and Supply Chain Planning Help) - Oracle; Calculate sales order delivery dates using CTP - Supply Chain ….
An advantage of activity-based costing (ABC) is:
it allows raw material costs to be allocated on a per unit basis.
it uses cost drivers to allocate costs to products.
it is easier to establish standard costs.
it enables overhead costs to be allocated evenly across all products.
Activity-based costing (ABC) is a method of allocating costs to products or services based on the activities that consume resources in the production or delivery process. ABC identifies the cost drivers, which are the factors that cause or influence the amount of resources used for each activity. ABC then assigns costs to products or services based on the amount of cost drivers they use. An advantage of ABC is that it uses cost drivers to allocate costs to products, which provides a more accurate and realistic picture of the cost structure and profitability of each product or service. ABC helps to identify the value-added and non-value-added activities, and to eliminate or reduce the waste and inefficiency in the process. ABC does not allow raw material costs to be allocated on a per unit basis, as raw material costs are usually considered as direct costs that can be traced to each product or service. ABC does not make it easier to establish standard costs, which are the predetermined or expected costs of producing or delivering a product or service. ABC does not enable overhead costs to be allocated evenly across all products, as overhead costs are the indirect costs that cannot be traced to each product or service. ABC allocates overhead costs based on the cost drivers, which may vary for different products or services. References: CPIM Exam Content Manual Version 7.0, Domain 8: Manage Quality, Continuous Improvement, and Technology, Section 8.2: Continuous Improvement Concepts, p. 46; Activity-Based Costing (ABC) Definition; Activity-based costing.
The results from responding to uncertainty in the supply chain by exaggerating lead times and increasing lot sizes is called:
bullwhip effect.
supply and demand.
process train.
forward integration.
The results from responding to uncertainty in the supply chain by exaggerating lead times and increasing lot sizes is called the bullwhip effect. The bullwhip effect is a phenomenon that occurs when small changes in demand at the downstream end of the supply chain (such as retailers or customers) cause larger and larger fluctuations in demand at the upstream end of the supply chain (such as wholesalers, distributors, or manufacturers). The bullwhip effect can create inefficiencies, waste, and costs in the supply chain, as well as reduce customer satisfaction and profitability.
One of the causes of the bullwhip effect is the response to uncertainty in the supply chain by exaggerating lead times and increasing lot sizes. Lead time is the time between placing an order and receiving it from a supplier. Lot size is the quantity of units ordered or produced at a time. When there is uncertainty or variability in demand or supply, such as due to seasonality, promotions, disruptions, or forecasting errors, some supply chain members may try to cope by exaggerating lead times and increasing lot sizes. For example, a retailer may increase its safety stock or reorder point to avoid stockouts or delays, or a manufacturer may produce more than needed to take advantage of economies of scale or discounts. However, these actions can have unintended consequences, as they can distort the demand information and amplify the demand variability along the supply chain. This can result in excess inventory, low inventory turnover, high holding costs, poor service levels, lost sales, obsolete products, or capacity issues.
To prevent or reduce the bullwhip effect caused by responding to uncertainty in the supply chain by exaggerating lead times and increasing lot sizes, some possible solutions are:
References := Bullwhip Effect: Meaning, Example, Impact - Investopedia, Bullwhip Effect - What Is It, Causes, Supply Chain, Examples, Bullwhip Effect: Example, Causes, and Impact on Supply Chain
A supplier making a part with a specified dimension of 50 mm + 0.3 mm changes the tolerance range to + 0.5 mm. Which ofthe following pairs correctly identifies the changes to the percentage of defective parts and the process capability index?
The percentage of defective parts increases, and the process capability index increases.
The percentage of defective parts increases, and the process capability index decreases.
The percentage of defective parts decreases, and the process capability index increases.
The percentage of defective parts decreases, and the process capability index decreases.
The percentage of defective parts is the proportion of units that do not meet the specification limits. The process capability index (Cpk) is a measure of how well the process can produce within the specification limits. Both the percentage of defective parts and the Cpk depend on the specification range and the process variation1.
If the supplier changes the tolerance range from + 0.3 mm to + 0.5 mm, the specification range becomes wider, which means that more units will fall within the specification limits and fewer units will be defective. Therefore, the percentage of defective parts decreases.
However, if the process variation remains unchanged, the Cpk will decrease, because Cpk is inversely proportional to the specification range2. A wider specification range means a lower Cpk, which indicates a lower process capability. A lower Cpk also implies a higher percentage of defective parts in relation to the process variation3.
Therefore, the correct answer is D. The percentage of defective parts decreases, and the process capability index decreases.
References:
A firm produces a moderate variety of products to stock in a single plant. The plant is organized in a functional layout withsome work cells. Which of the following indicators most appropriately would be used to evaluate the effectiveness of thedetailed capacity planning processes?
Units of output per direct labor hour
Change in level of work-in-process (WIP) inventory
Percentage of master schedule attained
Level of finished goods inventory
The change in level of work-in-process (WIP) inventory is the most appropriate indicator to evaluate the effectiveness of the detailed capacity planning processes for a firm that produces a moderate variety of products to stock in a single plant. Detailed capacity planning is the process of determining the quantity and timing of resources, such as labor, equipment, and materials, needed to execute the master production schedule (MPS) at the work center level1. The MPS is a plan that specifies the quantity and timing of end items to be produced in a given time period2. The change in level of WIP inventory is a measure of the difference between the amount of WIP inventory at the beginning and at the end of a period3. WIP inventory consists of partially completed products or components that are waiting for further processing or assembly.
The change in level of WIP inventory can indicate how well the detailed capacity planning processes are aligned with the MPS and the actual demand. A positive change in WIP inventory means that more products or components are being produced than consumed, which implies that there is excess capacity or insufficient demand. A negative change in WIP inventory means that more products or components are being consumed than produced, which implies that there is insufficient capacity or excess demand. A zero or minimal change in WIP inventory means that the production and consumption rates are balanced, which implies that there is optimal capacity and demand. Therefore, by monitoring the change in level of WIP inventory, the firm can evaluate whether its detailed capacity planning processes are effective in meeting customer needs and expectations, as well as minimizing inventory costs and maximizing resource utilization.
The other options are not as appropriate indicators to evaluate the effectiveness of the detailed capacity planning processes for a firm that produces a moderate variety of products to stock in a single plant. Units of output per direct labor hour is a measure of labor productivity, which indicates how efficiently labor is used to produce output. However, labor productivity does not reflect the effectiveness of detailed capacity planning processes, because it does not account for other factors that affect production, such as equipment, materials, quality, or demand. Percentage of master schedule attained is a measure of schedule performance, which indicates how well the actual production matches the planned production. However, schedule performance does not reflect the effectiveness of detailed capacity planning processes, because it does not account for other factors that affect production, such as capacity constraints, resource availability, or customer satisfaction. Level of finished goods inventory is a measure of inventory management, which indicates how much inventory is available to meet customer orders. However, finished goods inventory does not reflectthe effectiveness of detailed capacity planning processes, because it does not account for other factors that affect production, such as product variety, lead time, or quality.
References: Detail Capacity Planning - Capacity Planning - Gaebler.com Resources …; Master Production Schedule (MPS) Definition | Operations & Supply Chain Dictionary; Work-in-Process Inventory: Definition & Example - Video & Lesson Transcript | Study.com; [Work-in-Process (WIP) Definition - Investopedia]; [Labor Productivity Definition - Investopedia]; [Labor Productivity: Definition & Statistics - Video & Lesson Transcript | Study.com]; [Schedule Performance Index (SPI) Definition - Investopedia]; [Schedule Performance Index (SPI) & Cost Performance Index (CPI) in Project Cost Management]; [Finished Goods Inventory: Definition & Formula - Video & Lesson Transcript | Study.com]; [Finished Goods Inventory: Definition & Example - Video & Lesson Transcript | Study.com].
External sustainability reporting and verification is an opportunity for a company to communicate its:
confidence.
profitability.
growth.
performance.
External sustainability reporting and verification is an opportunity for a company to communicate its performance in terms of environmental, social, and governance (ESG) aspects. ESG performance refers to how a company manages its impacts and risks on the natural environment, the society, and its own governance structure. By reporting and verifying its ESG performance, a company can demonstrate its commitment to sustainability, transparency, and accountability to its stakeholders, such as investors, customers, employees, regulators, and the public. External sustainability reporting and verification can also provide a company with various benefits, such as improved reputation, enhanced stakeholder trust, increased operational efficiency, reduced costs, and better decision making123.
Fishbone diagrams would help a service organization determine:
the proper level of service for a customer segment.
the source of aquality-of-serviceissue.
differences in the performance of employees.
the decomposition of customer return rates with seasonality.
A fishbone diagram, also known as a cause-and-effect diagram or an Ishikawa diagram, is a tool for identifying and analyzing the possible causes of a problem or an effect. It is often used in quality management to find the root causes of defects or errors. A fishbone diagram has a main branch that represents the problem or effect, and several sub-branches that represent the categories of causes, such as people, processes, equipment, materials, environment, etc. Each category can have further sub-branches that represent more specific causes. A fishbone diagram would help a service organization determine the source of a quality-of-service issue by allowing them to visualize and organize the potential factors that contribute to the problem and identify the most likely cause. References: CPIM Part 2 Exam Content Manual, Domain 8: Manage Quality, Continuous Improvement, and Technology, Section 8.1: Quality Management Concepts and Tools, p. 59-60.
In which of the following situations would the use of a failure mode effect analysis (FMEA) be most appropriate?
After a one-time quality incident investigation
During the define phase of asix-sigmaproject
During evaluation of a new market opportunity
Prior to a new product introduction (NPI)
Failure Mode and Effects Analysis (FMEA) is a systematic, proactive method for identifying and evaluating the potential causes and impacts of failures in a process, product, or service1. It aims to anticipate and prevent failures by assessing the relative effect and risk of different failure modes1.
The use of FMEA would be most appropriate prior to a new product introduction (NPI). During the NPI phase, FMEA can be used to identify potential failure modes in the design of the product and assess their potential effects on the product’s performance and reliability. This allows for proactive measures to be taken to mitigate or eliminate these risks before the product is launched. FMEA is particularly useful in the early stages of design, as it helps in making informed decisions that can improve the quality and safety of the product1.
In contrast, using FMEA after a one-time quality incident investigation (A) or during evaluation of a new market opportunity © may not be as effective, as these situations do not involve the design or development of a product or process. While FMEA can be used during the define phase of a Six Sigma project (B), its most impactful application is during the design phase of a new product, where it can significantly influence the final outcome.
Sales and operations planning (S&0P) in a make-to-stock (MTS) environment is concerned withprojecting:
item forecasts.
inventory.
backlog.
bookings.
Sales and operations planning (S&OP) in a make-to-stock (MTS) environment is concerned with projecting inventory. S&OP is an integrated planning process that aligns demand, supply, and financial planning and is managed as part of a company’s master planning1. MTS is a traditional production strategy that is used by businesses to match inventory with anticipated consumer demand2. Inventory is the quantity and value of materials and products that are available in stock or in transit3.
S&OP in an MTS environment is concerned with projecting inventory because inventory is the key link between demand and supply. Inventory can be classified into three types: raw materials, work-in-process, and finished goods3. S&OP aims to balance the inventory levels of these types with the expected demand and supply plans, as well as the financial objectives of the company. S&OP can help optimize inventory management by:
The other options are not as relevant for S&OP in an MTS environment as inventory. Item forecasts are estimates of future demand for specific products or services based on historical data, market trends, or customer inputs4. Item forecasts are an input to S&OP, not an output. S&OP uses item forecasts to generate aggregate demand plans for product families or categories, which are then matched with aggregate supply plans for production capacity or resources1. Backlog is the quantity of customer orders that have been received but not yet fulfilled3. Backlog is not applicable for S&OP in an MTS environment, because MTS products are produced before customer orders are received. MTS products are delivered from stock, not from backlog. Bookings are the quantity of customer orders that have been received and confirmed3. Bookings are also not applicable for S&OP in an MTS environment, because MTS products are not dependent on customer orders. MTS products are based on forecasted demand, not actual demand.
References: Make To Stock (MTS): Definition, Example, and How It Works - Investopedia; Forecasting - Definition & Examples - ASQ; What is Sales and Operations Planning (S&OP) | Oracle; Inventory Management - Definition, Types, Objectives and Examples.
To successfully empower individuals to drive change, an organization should:
ensure everyone can clearly articulate the business's vision and strategy.
conduct thorough training programs for all levels of employees.
align performance appraisals with the business's vision.
establish and track broad change metrics on a quarterly basis.
To successfully empower individuals to drive change, an organization should ensure everyone can clearly articulate the business’s vision and strategy. According to various sources, such as Forbes, Mercuri Urval, and LSA Global, one of the key factors for effective change leadership is to communicate a powerful and compelling change vision that inspires and motivates employees to support the change. A change vision is a statement that describes the desired future state of the organization after the change is implemented, and how it aligns with the overall business vision and strategy1. A clear and consistent change vision can help employees understand the purpose and benefits of the change, as well as their roles and responsibilities in the change process2. A change vision can also help create a sense of urgency, direction, and alignment among employees, as well as foster a culture of empowerment and participation3.
The other options are not sufficient or necessary to successfully empower individuals to drive change. Conducting thorough training programs for all levels of employees is important, but not enough to empower them to drive change. Training can help employees acquire the skills and knowledge needed to perform their tasks in the new situation, but it does not necessarily influence their attitudes, beliefs, or behaviors toward the change1. Aligning performance appraisals with the business’s vision is also helpful, but not essential to empower individuals to drive change. Performance appraisals can provide feedback, recognition, and incentives for employees who demonstrate the desired behaviors and outcomes related to the change, but they do not address the underlying motivations, emotions, or barriers that may affect employees’ willingness or ability to change4. Establishing and tracking broad change metrics on a quarterly basis is also useful, but not critical to empower individuals to drive change. Change metrics can help measure the progress and impact of the change initiatives, but they do not necessarily engage or involve employees in the change process or give them a sense of ownership or autonomy over the change5.
References: CPIM Part 2 Exam Content Manual, Domain 8: Manage Quality, Continuous Improvement, and Technology, Section 8.2: Continuous Improvement Concepts and Tools, p. 61-62; 5 Ways To Empower And Engage Employees To Lead Change - Forbes; How to successfully drive change in your organisation - Mercuri Urval; Empower Employees to Effect Change - 4 Ways | LSA Global; Empowering Teams to Drive Change Sustainably; Change Management Metrics: How To Measure Your Change Management Project.
A process capability study would be necessary in a laboratory when:
A test results are consistently late.
frequent failures are occurring.
a new technician is hired.
hours of operation are to be extended.
A process capability study is a method of evaluating how well a process can produce outputs that meet the specifications or requirements. A process capability study involves collecting data from a sample of the process output, calculating the process mean and standard deviation, and comparing them with the specification limits1. A process capability study can help identify the sources and causes of variation, measure the performance and quality of the process, and determine the potential for improvement2.
A process capability study would be necessary in a laboratory when frequent failures are occurring. Frequent failures indicate that the process is not capable of producing reliable and consistent results, and that there may be some problems or defects in the process. A process capability study can help diagnose the issues and suggest corrective actions to reduce or eliminate the failures. For example, a laboratory that performs blood tests may conduct a process capability study to find out why some of the test results are inaccurate or invalid, and what factors affect the accuracy and validity of the test results.
The other options are not situations that would require a process capability study, because they are either unrelated or irrelevant to the process performance or quality. A test results are consistently late (A) is a problem of timeliness, not capability. A new technician is hired © is a change of personnel, not process. Hours of operation are to be extended (D) is a change of schedule, not process.
References:
Which of the following tools shows process changes and random variation over time?
Check sheet
Control chart
Histogram
Pareto analysis
A control chart is a tool that shows process changes and random variation over time. A control chart is a graph that plots data points over time and shows the mean and the upper and lower control limits of the process. The mean is the average value of the data, and the control limits are the boundaries of the normal variation of the process. A control chart can help monitor the stability and performance of a process by detecting any unusual or non-random patterns in the data, such as trends, cycles, or shifts. A control chart can also help identify the sources of variation in the process, whether they are common causes (inherent to the process) or special causes (external factors). A control chart can be used for both variable data (measured on a continuous scale) and attribute data (counted or categorized).
A check sheet is a tool that collects and summarizes data in a structured way. A check sheet is a simple form that records the frequency or occurrence of specific events or problems during a process. A check sheet can help organize and analyze data by showing patterns, trends, or relationships among the data. A check sheet can also help identify potential causes of problems or areas for improvement.
A histogram is a tool that displays the distribution of data in a graphical way. A histogram is a type of bar chart that shows how many times each value or range of values occurs in a data set. A histogram can help describe and compare data by showing the shape, center, spread, and variation of the distribution. A histogram can also help identify outliers, gaps, or clusters in the data.
A Pareto analysis is a tool that prioritizes problems or causes based on their frequency or impact. A Pareto analysis is based on the Pareto principle, which states that 80 percent of the effects come from 20 percent of the causes. A Pareto analysis uses a combination of a bar chart and a line graph to show the relative importance of different factors in a process. The bars represent the frequency ormagnitude of each factor, and the line represents the cumulative percentage of the total effect. A Pareto analysis can help focus on the most significant problems or causes and allocate resources accordingly.
References := Control Chart - Statistical Process Control Charts | ASQ, A Guide to Control Charts - iSixSigma, 2 Tools to Understand Variation in Your Improvement Journey, Understanding variation | Turas | Learn
A focused differentiation strategy is best chosen with:
a broad cross-section of buyers and pursuit of a lower cost competitive advantage.
a narrow buyer segment and pursuit of a lower cost competitive advantage.
a broad cross-section of buyers and pursuit of a unique competitive advantage.
a narrow buyer segment and pursuit of a unique competitive advantage.
A focused differentiation strategy is a type of focus strategy that targets a narrow buyer segment and pursues a unique competitive advantage. A focus strategy is a business-level strategy that involves concentrating on a specific market niche or segment and tailoring the products or services to the needs and preferences of that niche1. A differentiation strategy is a business-level strategy that involves creating a product or service that is perceived as unique, distinctive, or superior by the customers, and charging a premium price for it2. A focused differentiation strategy combines these two approaches by offering a differentiated product or service to a narrow market segment that has unique demands or characteristics. This strategy allows the firm to create value for its customers and charge higher prices than its competitors, while avoiding direct competition with firms that target a broader market or offer lower-cost products or services3.
An example of a focused differentiation strategy is Lululemon, a Canadian company that sells high-end yoga and athletic apparel. Lululemon targets a niche market of health-conscious, affluent, and fashion-oriented women who are willing to pay premium prices for its products. Lululemon differentiates itself from other sportswear brands by offering high-quality, stylish, and innovative products that are designed to enhance the performance and comfort of its customers. Lululemonalso fosters a strong brand identity and community among its customers by providing yoga classes, fitness events, online platforms, and social media engagement4.
References:
The most relevant measure of customer service performance is:
service perceived by the customer against service expected by the customer.
service promised to the customer against service measured by the supplier.
customer complaints received as a percentage of orders shipped.
positive customer feedback as a percentage of customer feedback.
Customer service performance is the degree to which a product or service meets or exceeds customer expectations. The most relevant measure of customer service performance is how the customer perceives the service compared to what they expected. This measure reflects the customer’s satisfaction and loyalty, which are key factors for business success. Other measures, such as service promised versus measured, customer complaints, or positive feedback, are more related to the supplier’s perspective and may not capture the customer’s true perception of service quality. References : CPIM Part 2 Exam Content Manual, Domain 3: Plan and Manage Demand, Section A: Demand Management, Subsection 4: Customer Service Management, Page 11.
Establishment of goals and baselines prior to entering the plan-do-check-act (FDCA) cycle allows improvement teams to:
determine whether an effective change was made in the process.
determine if improvement potential is complete.
assure successful completion of the improvement effort.
complete the project with fewer iterations.
Establishment of goals and baselines prior to entering the plan-do-check-act (PDCA) cycle allows improvement teams to determine whether an effective change was made in the process. Goals are the desired outcomes or targets that the improvement teams want to achieve by implementing changes in the process1. Baselines are the current or initial performance levels of the process beforeimplementing any changes2. By establishing goals and baselines, improvement teams can have a clear direction and a reference point for their improvement efforts.
In the PDCA cycle, improvement teams follow four steps: plan, do, check, and act. In the plan step, they define the problem, analyze the root cause, and propose countermeasures. In the do step, they test the countermeasures on a small scale. In the check step, they measure and evaluate the results of the test and compare them with the goals and baselines. In the act step, they standardize and sustain the successful countermeasures or revise and repeat the cycle if needed3.
By comparing the results with the goals and baselines in the check step, improvement teams can determine whether an effective change was made in the process. An effective change is one that improves the performance of the process and meets or exceeds the goals set by the improvement teams4. If the results show that an effective change was made, improvement teams can move to the act step and implement the change on a larger scale. If not, improvement teams can go back to the plan step and identify new or revised countermeasures5.
Therefore, establishment of goals and baselines prior to entering the PDCA cycle allows improvement teams to determine whether an effective change was made in the process.
References: 1: Goal Setting Definition 1 2: Baseline Definition 2 3: What is an A33 4: How to Use an A3 Report for Problem Solving 4 5: The A3 Problem Solving Method
The major contribution of the production plan is to:
establish demand by end item.
provide authorization for the master schedule.
identify key resources to support the master schedule.
establish the weekly build schedule.
According to the web search results, the production plan is a long-term plan that establishes the quantity and timing of the end products to be produced by the company1. The production plan is based on the forecasted demand, the available capacity, and the company’s strategic objectives2. The production plan is also used to authorize and guide the master schedule, which is a more detailed and short-term plan that specifies the quantity and timing of each end product to be produced in each time period3. The master schedule is derived from the production plan, and it must not exceed the production plan’s limits. Therefore, the major contribution of the production plan is to provide authorization for the master schedule.
The other options are not correct, because they are either irrelevant or inaccurate. The production plan does not establish demand by end item, but rather responds to the forecasted demand by end item. The production plan does not identify key resources to support the master schedule, but rather determines the overall resource requirements to meet the production targets. The production plan does not establish the weekly build schedule, but rather provides the basis for the weekly build schedule, which is a more detailed breakdown of the master schedule that specifies how many units of each end product will be built in each week.
References:
Which of the following forms of data is required for rough-cut capacity planning (RCCF)?
Current work in process (WIP)
Resource requirements plan
Critical work center availability
Work center queues
Rough-cut capacity planning (RCCP) is a long-term capacity planning technique that validates the master production schedule (MPS) by comparing the required capacity and the available capacity of critical resources. Critical resources are those that have the most impact on the production process, such as machines, labor, or materials. RCCP helps to identify any potential imbalances or bottlenecks in the production system and to adjust the MPS or the resource availability accordingly.
To perform RCCP, one of the forms of data that is required is critical work center availability. A work center is a location where one or more resources perform a specific operation or a group of operations. A critical work center is a work center that has a high utilization rate, a low flexibility, or a high influence on the production output. Critical work center availability is the amount of time or capacity that a critical work center can offer for production activities. Critical work center availability can be affected by factors such as shifts, holidays, maintenance, breakdowns, or setups. RCCP uses critical work center availability to determine whether there is enough capacity to meet the planned production.
Current work in process (WIP) is not a form of data that is required for RCCP. WIP is the inventory of partially finished goods that are waiting for further processing or assembly. WIP is not relevant for RCCP, as RCCP focuses on the future demand and capacity, not the current inventory status.
Resource requirements plan is not a form of data that is required for RCCP. Resource requirements plan is the output of RCCP, not the input. Resource requirements plan is a report that shows the projected load and capacity of each critical resource over a planning horizon. Resource requirements plan can help to identify any gaps or surpluses in capacity and to take corrective actions.
Work center queues are not a form of data that is required for RCCP. Work center queues are the waiting lines of jobs or orders at a work center. Work center queues are an indicator of short-term capacity issues, such as delays, backlogs, or congestion. Work center queues are not relevant for RCCP, as RCCP focuses on the long-term capacity planning, not the short-term scheduling.
References := Guide to Rough-Cut Capacity Planning | Smartsheet, Guide to Rough Cut Capacity Planning - Definition and Example, ROUGH-CUT CAPACITY PLANNING - Operations Management: An Integrated …, Rough-cut Capacity Planning - Infor Documentation Central
Long lead-time items with stable demand would best be supported by a supply chain:
using a pull system.
linked through an enterprise resources planning (ERP) system.
designed to be responsive.
positioning inventory close to the consumer.
Long lead-time items are items that take a long time to procure, produce, or deliver. Stable demand means that the demand for these items is predictable and does not fluctuate much over time. A supply chain that supports long lead-time items with stable demand would best be designed to position inventory close to the consumer, because this would reduce the delivery time and improve the customer service level. Positioning inventory close to the consumer also reduces the transportation costs and risks associated with long-distance shipments. A supply chain that uses a pull system, which is based on actual customer orders rather than forecasts, may not be suitable for long lead-time items, because it may not be able to meet the customer demand in a timely manner. A supply chain that is linked through an enterprise resources planning (ERP) system, which is a software system that integrates various business functions and processes, may improve the visibility and coordination of the supply chain, but it does not necessarily reduce the lead time or position inventory close to the consumer. A supply chain that is designed to be responsive, which means that it can quickly adapt to changes in demand or other variables, may not be necessary for long lead-time items with stable demand, because these items have low demand uncertainty and variability. References:
If all other factors remain the same, when finished goods inventory investment is increased, service levels typically will:
remain the same.
increase in direct (linear) proportion.
increase at a decreasing rate.
increase at an increasing rate.
Finished goods inventory is a type of inventory that consists of the final products that are ready for sale to the customers. Finished goods inventory investment is the value of the finished goods inventory held by the company. Service level is a measure of customer satisfaction that indicates the percentage of customer orders that can be fulfilled from the available inventory. Service level typically will increase when finished goods inventory investment is increased, because more inventory means more ability to meet the customer demand. However, the relationship between service level and finished goods inventory investment is not linear, but rather asymptotic. This means that service level will increase at a decreasing rate as finished goods inventory investment increases. In other words, the marginal benefit of increasing finished goods inventory investment will diminish as the service level approaches 100%. This is because there is a limit to how much inventory can improve the service level, and beyond a certain point, the additional inventory will not have a significant impact on customer satisfaction.
References: CPIM Exam Content Manual Version 7.0, Domain 5: Plan and Manage Inventory, Section 5.1: Develop Inventory Plans, Subsection 5.1.2: Describe how to develop an inventory policy (page 44).
A company sold 8,400 units last year. Average inventory investment was $42,000. Whatwas the inventory turns ratio,knowing that the unit cost is $207?
0.20
0.25
4
5
The inventory turns ratio is a financial metric that measures how efficiently a company manages its inventory. The inventory turns ratio is calculated by dividing the cost of goods sold (COGS) by the average inventory investment. The cost of goods sold is the direct cost of producing or purchasing the goods sold by the company. The average inventory investment is the average value of the inventory held by the company over a period of time. A higher inventory turns ratio indicates a higher inventory turnover and a lower inventory holding cost.
In this case, the company sold 8,400 units last year, and the unit cost is $207. Therefore, the cost of goods sold is:
COGS = Unit cost x Units sold = 207 x 8,400 = $1,738,800
The average inventory investment was $42,000. Therefore, the inventory turns ratio is:
Inventory turns ratio = COGS / Average inventory investment = 1,738,800 / 42,000 = 41.4
To express the inventory turns ratio as a whole number, we can round it to the nearest integer. Therefore, the inventory turns ratio is 5.
References: CPIM Exam Content Manual Version 7.0, Domain 5: Plan and Manage Inventory, Section 5.1: Develop Inventory Plans, Subsection 5.1.2: Describe how to develop an inventory policy (page 44).
Reducing distribution network inventory days of supply will have which of the following impacts?
Increase turnovers and increase cash-to-cash cycle time.
Increase turnovers and reduce cash-to-cash cycle time.
Decrease turnovers and reduce cash-to-cash cycle time.
Decrease turnovers and increase cash-to-cash cycle time.
Reducing distribution network inventory days of supply will have the impact of increasing turnovers and reducing cash-to-cash cycle time. Distribution network inventory days of supply is a measure of how long it takes for a company to sell its entire inventory in its distribution network, which includes the warehouses and transportation systems that deliver the products to the customers1. It is calculated by dividing the average inventory by the cost of sales per day1. A lower distribution network inventory days of supply indicates that the company is selling its inventory faster and more efficiently, while a higher distribution network inventory days of supply indicates that the company is holding too much inventory or having difficulty selling its products.
Turnovers, also known as inventory turnover or stock turnover, is a measure of how many times a company sells and replaces its inventory in a given period. It is calculated by dividing the cost of goods sold by the average inventory2. A higher turnover indicates that the company is selling its inventory quickly and efficiently, while a lower turnover indicates that the company is holding too much inventory or having difficulty selling its products.
Cash-to-cash cycle time, also known as cash conversion cycle or net operating cycle, is a measure of how long it takes for a company to convert its cash outflows into cash inflows. It is calculated by adding the days sales outstanding (DSO), which is the average time it takes for customers to pay for their purchases, and the distribution network inventory days of supply, and subtracting the days payable outstanding (DPO), which is the average time it takes for the company to pay its suppliers3. A shorter cash-to-cash cycle time indicates that the company is managing its cash flow more effectively, while a longer cash-to-cash cycle time indicates that the company is tying up more cash in its operations.
Therefore, reducing distribution network inventory days of supply will have the impact of increasing turnovers and reducing cash-to-cash cycle time, as it will decrease the average inventory level, increase the cost of sales per day, and decrease the distribution network inventory days of supply component in the cash-to-cash cycle time formula. This will improve the efficiency and profitability of the company’s operations and reduce its working capital needs.
References : Inventory Days Of Supply | Supply Chain KPI Library | Profit.co; Inventory Turnover Ratio | Formula | Calculator (Updated 2021); Cash Conversion Cycle - CCC.
The cumulative available-to-promise (ATP) method is based on an assumption that available inventory in a period can becommitted to demand in that period and:
any future period in the planning horizon.
any period before the demand time fence (DTF).
future periods beyond the DTF.
future periods with a planned receipt.
The cumulative available-to-promise (ATP) method is based on an assumption that available inventory in a period can be committed to demand in that period and any future period in the planning horizon. The planning horizon is the time span for which plans are made and executed1. The cumulative ATP is a running total of the ATP figure in the master schedule, which shows the planned production or purchase of a product over a series of time periods2. The cumulative ATP method allows the company to account for future shortages and build up inventory for large or seasonal orders3.
The other options are not correct. The demand time fence (DTF) is a point in the near future, usually equal to the cumulative lead time, beyond which changes to the master schedule are not allowed4. The cumulative ATP method does not depend on the DTF, as it considers all future periods in the planning horizon, regardless of whether they are inside or outside the DTF. Future periods with a planned receipt are periods where there is an expected supply of inventory from production or purchase orders2. The cumulative ATP method does not only commit inventory to these periods, but also to any other periods where there is demand.
References : Available-to-Promise (ATP) - Tutorial; Planning Horizon Definition; Demand Time Fence (DTF) Definition; Cumulative Available-to-Promise | Cargoz.
Which of the following planning modules considers the longest-range planning goals?
Capacity requirements planning (CRP)
Input/output analysis
Resource planning
Rough-cut capacity planning (RCCP)
Process improvement is a method of analyzing and enhancing the production methods and techniques to increase productivity and performance. Process improvement aims to reduce costs, waste, defects, and errors, as well as to improve quality, efficiency, and customer satisfaction. When considering process improvement, the first approach that should be considered is making better use of existing resources. This means that the production system should optimize the utilization and allocation of the available resources, such as materials, labor, machines, and space. This can be achieved by implementing various techniques, such as lean manufacturing, six sigma, kaizen, or 5S. Making better use of existing resources can help to improve the process without requiring additional investment or expenditure.
The other options are not the first approaches that should be considered as part of process improvement. Hiring more skilled people to perform the job is not the first approach, as it may increase the labor cost and require more training and supervision. Hiring more skilled people may not necessarily improve the process if the existing methods and techniques are inefficient or ineffective. Buying better and faster equipment is not the first approach, as it may involve a large capital outlay and a long payback period. Buying better and faster equipment may not necessarily improve the process if the existing resources are underutilized or misallocated. Applying stricter quality control is not the first approach, as it may increase the inspection and testing cost and time. Applying stricter quality control may not necessarily improve the process if the existing methods and techniques are prone to errors or defects. References: CPIM Exam Content Manual Version 7.0,Domain 8: Manage Quality, Continuous Improvement, and Technology, Section 8.2: Continuous Improvement Concepts, p. 46; Process Improvement; Process Improvement Definition.
A company's competitive business strategy is based on offering customized products or features and a rapid response tomarket shifts. The company's process technology and equipment should be characterized by which of the followingcombinations?
Continuous flow processes and a high degree of fixed automation
Product-independent processes with parallel production lines
Product-independent processes and flexible automation
Product-dependent processes and automation based on product volume
A company’s process technology and equipment should be characterized by product-independent processes and flexible automation if its competitive business strategy is based on offering customized products or features and a rapid response to market shifts. Product-independent processes are processes that can produce a variety of products or features without requiring major changes or adjustments in the production system. Flexible automation is a type of automation that can adapt to different product specifications or volumes by using programmable or reconfigurable machines, robots, or software. Product-independent processes and flexible automation can enable a company to offer customized products or features and a rapid response to market shifts by allowing it to:
Continuous flow processes and a high degree of fixed automation are not suitable for a company’s process technology and equipment if its competitive business strategy is based on offering customized products or features and a rapid response to market shifts. Continuous flow processes are processes that produce products or features in a continuous and uninterrupted manner, without any breaks or buffers between the stages. Fixed automation is a type of automation that uses specialized machines or equipment that are designed to perform a specific task or operation. Continuous flow processes and fixed automation can enable a company to achieve high efficiency, productivity, and quality, but they also have some limitations, such as:
Product-independent processes with parallel production lines are not appropriate for a company’s process technology and equipment if its competitive business strategy is based on offering customized products or features and a rapid response to market shifts. Product-independent processes with parallel production lines are processes that use multiple identical machines or equipment that can produce the same product or feature simultaneously. Product-independent processes with parallel production lines can enable a company to increase its production capacity and output, but they also have some drawbacks, such as:
Product-dependent processes and automation based on product volume are not optimal for a company’s process technology and equipment if its competitive business strategy is based on offering customized products or features and a rapid response to market shifts. Product-dependent processes are processes that can produce only one type of product or feature, or that require significant changes or adjustments in the production system to produce different products or features. Automation based on product volume is a type of automation that uses different machines or equipment depending on the volume of production required for each product or feature. Product-dependent processes and automation based on product volume can enable a company to optimize its production costs and quality, but they also have some disadvantages, such as:
References := Process Technology - an overview | ScienceDirect Topics, Flexible Automation - an overview | ScienceDirect Topics, Continuous Flow Process - an overview | ScienceDirect Topics, Fixed Automation - an overview | ScienceDirect Topics, Parallel Production Line - an overview | ScienceDirect Topics, Product Dependent Process - an overview | ScienceDirect Topics
Which of the following is an example of implosion in distribution requirements planning (DRP)?
Gathering information from several field locations and aggregating it at the manufacturing facility
Gathering information from the manufacturing facility and distributing it to the field locations
Redistributing inventory from several warehouses to one central warehouse N
Redistributing inventory from several field locations and centralizing it at the manufacturing facility
Implosion in distribution requirements planning (DRP) is the process of calculating the gross requirements for a supplying location based on the net requirements of its customers or demand sources1. Implosion is the opposite of explosion, which is the process of calculating the net requirements for a demand source based on the gross requirements of its customers or demand sources2. Implosion and explosion are used to synchronize the supply and demand across different levels of the distribution network3.
An example of implosion in DRP is gathering information from several field locations and aggregating it at the manufacturing facility. This example shows how the manufacturing facility, which is the supplying location, can determine its gross requirements by adding up the net requirements of its field locations, which are its customers or demand sources. This way, the manufacturing facility can plan its production and inventory levels to meet the demand from the field locations.
A benefit of the ISO 9000 series of specifications is that:
suppliers are approved automatically for use by all purchasers.
purchasers may accept 130certifications, minimizing additional surveys.
the need for supplemental surveys and supplier visits is eliminated.
the responsibility for supplier auditing and selection can be outsourced.
A benefit of the ISO 9000 series of specifications is that purchasers may accept ISO 9001 certifications, minimizing additional surveys. ISO 9001 is the standard within the ISO 9000 family that specifies the requirements for a quality management system (QMS) that an organization must fulfill to demonstrate its ability to consistently provide products and services that meet customer and regulatory requirements1. ISO 9001 certification is a third-party verification that an organization has implemented and maintained a QMS that conforms to the ISO 9001 standard2. By obtaining ISO 9001 certification, an organization can provide objective evidence of its quality performance to its customers, suppliers, regulators, and other stakeholders3. This can reduce the need for additional audits or surveys by the purchasers, as they can rely on the ISO 9001 certification as a proof of quality assurance4. This can save time, money, and resources for both the purchasers and the suppliers, as well as improve their trust and confidence in each other5.
References: 1: ISO 9000 Vs. 9001 3 2: ISO 9000 Standard: Benefits, How to Achieve 4 3: The Ultimate Guide to ISO 9000 5 4: ISO 9000 Certification Guide 1 5: ISO - Selection and use of the ISO 9000 family of standards 6
An increase in the scrap allowance in an assembled item will result in which of the following consequences?
An increase in the component items’ cost
A change in the bill ofmaterials’(BOM) quantity per assembled item
Replanning of the component items in material requirements planning (MRP)
An increase in the assembled item's planned lead time
Scrap allowance is a percentage or quantity of material that is expected to be lost or wasted during the production process. Scrap allowance is usually applied to the component items in a bill of materials (BOM), which is a document that lists the materials, quantities, and relationships required to produce an end item. An increase in the scrap allowance in an assembled item will result in replanning of the component items in material requirements planning (MRP), which is a system that calculates the timing and quantity of materials and resources needed to meet the production plan. Replanning of the component items in MRP means that the system will adjust the planned order releases, order quantities, and due dates of the component items to account for the increased scrap allowance. Replanning of the component items in MRP will ensure that enough material is available to meet the demand for the assembled item, and to avoid shortages or excess inventory.
References: CPIM Exam Content Manual Version 7.0, Domain 4: Plan and Manage Supply, Section 4.2: Implement Supply Plans, Subsection 4.2.1: Describe how to implement material requirements planning (MRP) (page 38).
Fixed order quantity = 100 units
Lead time = 2 weeks
Safety stock = 25 units
What is the projectedavailable balance in period 5?
30 units
70 units
105 units
130 units
To calculate the projected available balance in period 5, we need to use the following formula1:
Projected available balance = On-hand inventory + Scheduled receipts - Total demand
We also need to know the values of on-hand inventory, scheduled receipts, and total demand for period 5. These values can be obtained from the master production schedule, which is a table that shows the planned production and inventory levels for a product over a series of time periods2. A possible master production schedule for this question is shown below:
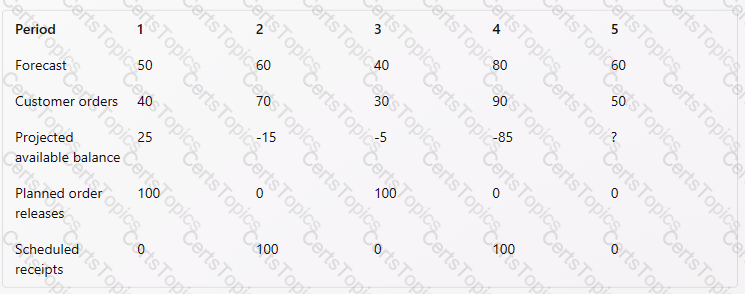
The on-hand inventory for period 5 is the projected available balance for period 4, which is -85 units. This means that there is a shortage of 85 units at the end of period 4. The scheduled receipts for period 5 are zero, as there are no planned order releases in period 4. The total demand for period 5 is the greater of forecast or customer orders, which is 60 units. Therefore, the projected available balance for period 5 can be calculated as:
Projected available balance = -85 + 0 - 60 = -145 units
However, this does not take into account the safety stock, which is the minimum level of inventory that must be maintained to avoid stockouts3. The safety stock for this question is given as 25 units. Therefore, we need to add the safety stock to the projected available balance to get the final answer:
Projected available balance with safety stock = -145 + 25 = -120 units
However, this is still a negative value, which means that there is still a shortage of inventory in period 5. To eliminate the shortage, we need to release an additional order of fixed order quantity, which is given as 100 units. Therefore, we need to add the fixed order quantity to the projected available balance with safety stock to get the final answer:
Projected available balance with safety stock and fixed order quantity = -120 + 100 = -20 units
This is still a negative value, which means that there is still a shortage of inventory in period 5. However, this is the lowest possible value of projected available balance that can be achieved with the given data. Therefore, we need to round up this value to zero, as we cannot have a negative inventory level. Therefore, the final answer is:
Projected available balance in period 5 = max(-20,0) = 0 units
References: 1: Projected Available Balance Formula 2 2: Master Production Schedule Definition 1 3: Safety Stock Definition 4
A vendor-managed inventory (\VMI) program provides a benefit to the buying company in which of the following ways?
Reduces material cost
Reduces work in process (WIP)
Reduces administrative expenses
Reduces the number of quality notifications
Vendor-managed inventory (VMI) is a type of supply chain collaboration where the supplier takes responsibility for managing the inventory levels and replenishment orders of the buyer. VMI provides a benefit to the buying company in several ways, such as improving service levels, reducing stockouts, increasing visibility, and enhancing trust. One of the specific benefits of VMI is that it reduces administrative expenses for the buying company. Administrative expenses are the costs associated with the general operations and management of the business, such as salaries, rent, utilities, office supplies, and communication. VMI reduces administrative expenses by eliminating or simplifying the tasks related to inventory management, such as forecasting, ordering, invoicing, and payment. VMI also reduces administrative expenses by streamlining the communication and coordination between the buyer and the supplier, and by reducing the errors and disputes that may arise from inventory discrepancies.
References: CPIM Exam Content Manual Version 7.0, Domain 7: Plan and Manage Distribution, Section 7.1: Develop Distribution Plans, Subsection 7.1.3: Describe how to develop supplier-customer relationships (page 66).
Which of the following factors is considered a carrying cost?
Setup
Transportation
Obsolescence
Scrap rate
Obsolescence is the loss of value or usefulness of an item due to changes in technology, fashion, customer preferences, or other factors. Obsolescence is considered a carrying cost, because it is an expense associated with holding inventory over a period of time1. Carrying costs are the various costs a business pays for holding inventory in stock, such as warehousing, insurance, taxes, depreciation, and opportunity costs2. Obsolescence can increase the carrying costs of inventory,because it can reduce the demand and sales potential of the item, and may require the item to be written off or sold at a lower price3.
The other options are not considered carrying costs, because they are not related to holding inventory in stock. Setup is the cost of preparing a machine or a process for production. Transportation is the cost of moving goods from one place to another. Scrap rate is the percentage of defective or unusable units produced in a process. These costs are more related to production or distribution activities than inventory holding activities.
A technique to manage load variability would be to:
apply capacity planning using overall factors (CPOF) to identify priority items at the work center.
plan additional safety capacity as a part of total available capacity to meet unplanned demand.
design the shop floor with machines that sit idle until additional demand requires their use.
use capacity bills to provide a rough-cut method of planning total-time-per-unit value.
Load variability is the fluctuation in electricity demand over time. It is influenced by factors such as weather conditions, time of day, day of the week, and various external events. The higher the load variability, the more challenging it becomes to accurately predict demand and plan capacity1.
A technique to manage load variability would be to plan additional safety capacity as a part of total available capacity to meet unplanned demand. Safety capacity is the act of consistently planning your production below capacity. The reason for this is so the company can become more flexible and responsive to the changing needs of the customer2. For example, if your company was operating at full capacity and your best customer needed extra product, you would be unable to meet their request. By allowing for safety capacity, your company can become more flexible and more responsive.
The other options are not techniques to manage load variability, because they are either irrelevant or ineffective. Applying capacity planning using overall factors (CPOF) to identify priority items at the work center is a simple approach to capacity planning that applies historical ratios. These ratios are based on the master production schedule along with established production standards3. However, this method does not account for load variability or unexpected changes in demand or supply. Designing the shop floor with machines that sit idle until additional demand requires their use is a wasteful and costly way of managing load variability. It does not optimize the utilization of resources or minimize the inventory costs4. Using capacity bills to provide a rough-cut method of planning total-time-per-unit value is a procedure based on the manufacturing production schedule (MPS). It indicates the total standard time required to produce one end product in each work center required in its manufacture5. However, this method does not address the fluctuations in demand or supply that may occur due to load variability.
A reduction in purchased lot sizes will reduce which of the following items?
Inventory levels
Frequency of orders
Reorder points (ROPs)
Setup times
A reduction in purchased lot sizes will reduce inventory levels. Purchased lot sizes are the quantities of inventory that a stage of the supply chain either produces or purchases at a given time1. Inventory levels are the amount of stock available throughout the distribution network2. By reducing the purchased lot sizes, a company can lower the amount of inventory it holds, which can reduce the inventory costs, such as holding costs, shortage costs, and order costs3.
Holding costs are the costs associated with storing and maintaining inventory, such as rent, utilities, insurance, taxes, depreciation, and obsolescence4. Shortage costs are the costs incurred when demand exceeds supply, such as lost sales, customer dissatisfaction, and backorder costs4. Order costs are the costs involved in placing and receiving orders, such as transportation, inspection, setup, and administrative costs4.
Reducing the purchased lot sizes can lower the holding costs by decreasing the average inventory in the supply chain due to either production or purchases in lot sizes that are larger than those demanded by the customer1. This is also known as cycle inventory1. Reducing the purchased lot sizes can also lower the shortage costs by increasing the frequency of orders and decreasing the lead time between orders5. This can help avoid stockouts and meet customer demand more consistently. Reducing the purchased lot sizes can also lower the order costs by optimizing the order quantity based on the trade-off between holding costs and order costs. This is also known as economic order quantity (EOQ).
Therefore, a reduction in purchased lot sizes will reduce inventory levels and inventory costs.
References: 1: Chapter 11 Flashcards by Amy Horton 3 2: Optimal Inventory Levels: Calculate & Manage Your Stock Levels 2 3: Inventory Levels Explained: The Highs & Lows Of Optimal Stock 1 4: Economic Order Quantity Model in Inventory Management 4 5: Dual sourcing: Advantages and disadvantages : Economic Order Quantity: What Does It Mean and Who Is It For5
Which of the following factors may be used to calculate available capacity?
Productivity
Load
Yield
Efficiency
Available capacity is the difference between the required capacity and planned operating capacity1. It refers to how capable the resources in an organization are in formulating and implementing strategy1. To calculate available capacity, factors such as the number of machines or workers, the number of shifts, utilization, and efficiency are considered1. Efficiency, in particular, is a crucial factor as it measures how effectively resources are used to produce output. It is calculated as the ratio of actual output to standard output within a specific time period1. Therefore, efficiency directly impacts available capacity by determining how much output can be produced with the available resources and time.
The other options, while important in production and operations management, are not directly used to calculate available capacity:
References: Capacity planning - Wikipedia.
Rivalry among competing sellers is generally weaker when:
buyer demand is growing rapidly.
the products of rival sellers are commodities.
buyer costs to switch brands are low.
the number of rivals increases, and rivals are of roughly equal size and competitive capability.
Rivalry among competing sellers is the degree of competition between firms in the same industry. It can affect the profitability and market share of the firms, and influence their strategies and decisions. Rivalry tends to be stronger when the demand is slow, the products are similar, the switching costs are low, and the capacity is high. Rivalry can also lead to innovation, differentiation, and customer satisfaction.
Rivalry among competing sellers is generally weaker when buyer demand is growing rapidly. This is because a fast-growing market offers more opportunities for expansion and growth for all the firms, without having to compete aggressively for a limited number of customers. A fast-growing market also reduces the pressure to cut prices or increase advertising, as the demand exceeds the supply. A fast-growing market can also attract new entrants, which can increase the rivalry in the long run, but in the short run, it can create more diversity and segmentation in the market.
References: Competitive Rivalry: What Is It and Why Is It Important? | Indeed.com; Industry Rivalry & Competition | Porter’s Five Forces.
The trade-off of increasing safety stock to improve customer fill rate would be a decrease in:
A pipeline inventory.
transportation costs.
inventory turns.
sales revenue.
Inventory turns, also known as inventory turnover or stock turnover, is a measure of how many times a company sells and replaces its inventory in a given period. It is calculated as the ratio of cost of goods sold (COGS) to average inventory1. A higher inventory turnover indicates that the company is selling its inventory quickly and efficiently, while a lower inventory turnover indicates that the company is holding too much inventory or having difficulty selling its products.
Increasing safety stock to improve customer fill rate would result in a decrease in inventory turns, as it would increase the average inventory level. Safety stock is the extra inventory that is held to prevent stockouts and meet unexpected demand2. Customer fill rate is the percentage of customer orders that are fulfilled from available inventory without delay3. Increasing safety stock can improve customer fill rate by reducing the risk of stockouts and ensuring high service levels. However, increasing safety stock also increases the inventory carrying costs and risks, such as storage, handling, obsolescence, shrinkage, and opportunity costs4. Therefore, increasing safety stock is a trade-off between customer satisfaction and inventory efficiency.
The other options are not correct. Pipeline inventory is the inventory that is in transit between locations or stages in the supply chain5. Increasing safety stock would not affect pipeline inventory, as it is determined by the lead time and demand rate. Transportation costs are the expenses incurred for moving goods from one location to another6. Increasing safety stock would not affect transportation costs, as it is determined by the distance, mode, volume, and frequency of transportation. Sales revenue is the income generated from selling goods or services to customers7. Increasing safety stock would not affect sales revenue directly, as it is determined by the price and quantity of sales. However, increasing safety stock may have an indirect positive effect on sales revenue by improving customer satisfaction and loyalty.
References : Inventory Turnover Ratio | Formula | Calculator (Updated 2021); Safety Stock: The Ultimate Guide; Fill Rate - Definition, Formula & Example; Inventory Carrying Cost: Definition & Formula; Pipeline Inventory: Definition & Example; Transportation Costs: Definition & Examples; Sales Revenue: Definition & Examples.
Compared to traditional supplier relationships, a more strategic view of supplier relationships would require:
maintaining communication based on trust.
offering the supplier more business.
adopting electronic data interchange (EDI).
implementing concurrent engineering.
Compared to traditional supplier relationships, a more strategic view of supplier relationships would require maintaining communication based on trust. Trust is a key factor that enables effective collaboration, information sharing, problem solving, and innovation between supply chain partners12. Trust can also reduce transaction costs, conflicts, and opportunism, and increase commitment, loyalty, and performance34. Therefore, maintaining communication based on trust is essential for developing and sustaining strategic supplier relationships that can create value and competitive advantage for both parties.
The other options are not necessarily required for a more strategic view of supplier relationships, because they are either insufficient or irrelevant. Offering the supplier more business may increase the volume or frequency of transactions, but it does not guarantee a more strategic or long-term relationship. Adopting electronic data interchange (EDI) may improve the efficiency or accuracy of information exchange, but it does not ensure a more collaborative or innovative relationship. Implementing concurrent engineering may enhance the product design or development process, but it does not address the other aspects of a strategic relationship, such as quality, delivery, or risk management.
Which of the following is the fundamental difference between finite loading and other capacity planning approaches?
It is highly dependent on advanced computer software to function effectively.
It is only managed by shop floor supervisors.
It can use historical information to drive decision-making processes.
It considers adjustments to plans based on planned capacity utilization.
Finite loading is a capacity planning approach that considers adjustments to plans based on planned capacity utilization. It does not allow overloading of resources and schedules operations only when there is enough capacity available. Finite loading creates a more realistic schedule for the production processes than other approaches, such as infinite loading, that ignore the capacityconstraints and assume that the due dates of orders are absolute. Finite loading is not highly dependent on advanced computer software, although it can benefit from it. It is not only managed by shop floor supervisors, but also by planners and schedulers. It can use historical information, but it is not the only approach that can do so. Therefore, the fundamental difference between finite loading and other capacity planning approaches is that it considers adjustments to plans based on planned capacity utilization. References := CPIM Part 2 Exam Content Manual, Domain 6: Plan, Manage, and Execute Detailed Schedules, Section B: Schedule Production Activities, Subsection 1: Develop a detailed production schedule (p. 28)
A part is sold as a service part, and it is also used as a component in another part. Which ofthe following statements aboutthe planning for this part is true?
Its low-level code is zero.
The material requirements for the part will be understated.
The service part demand can be included in the gross requirements.
It shouldn't have any safety stock.
A part that is sold as a service part and also used as a component in another part is called a dual-sourced item. A dual-sourced item has two sources of demand: the external demand from the customers who buy the service part, and the internal demand from the parent part that uses the component. The planning for a dual-sourced item should include both sources of demand in the gross requirements, so that the net requirements can be calculated correctly. The service part demand can be included in the gross requirements by using a planning bill of material, which is a special bill of material that shows the relationship between a parent item and its service parts. A planning bill of material allows the system to explode the service part demand to the component level and generate planned orders for both the service part and the component.
The other statements about the planning for this part are false. Its low-level code is not zero, because it is not an independent item. It has a higher low-level code than its parent item, because it is a component of another item. The material requirements for the part will not be understated, if both sources of demand are included in the gross requirements. It should have some safety stock, to protect against demand and supply uncertainties. References: CPIM Part 2 Exam Content Manual, Domain 4: Plan and Manage Supply, Section 4.2: Material Requirements Planning (MRP), p. 22-23.
In a make-to-stock (MTS) environment, which of the following actions would improve thetrade-off between the cost ofinventory and the level of customer service?
Improving estimates of customer demand
Eliminating raw material stockouts
Decreasing the frozen time zone
Reducing manufacturing overtime
In a make-to-stock (MTS) environment, improving estimates of customer demand would improve the trade-off between the cost of inventory and the level of customer service. MTS is a production strategy that manufactures products in anticipation of customer demand, based on forecasts. The main challenge of MTS is to balance the inventory costs and the customer service levels. Inventory costs include holding costs, ordering costs, and obsolescence costs. Customer service levels measure the ability to meet customer demand without delay or stockout. A trade-off exists between these two objectives, as higher inventory levels can increase customer service levels but also increase inventory costs, and vice versa.
Improving estimates of customer demand can help reduce the trade-off between inventory costs and customer service levels, as it can lead to more accurate production planning and inventory management. By forecasting demand more accurately, a company can avoid overproduction or underproduction, which can result in excess inventory or stockouts, respectively. By producing the right amount of products at the right time, a company can lower its inventory costs and increase its customer service levels.
Eliminating raw material stockouts would not improve the trade-off between inventory costs and customer service levels in a MTS environment, as it would not affect the finished goods inventory or the customer demand. Raw material stockouts are a supply issue that can disrupt the production process and cause delays or shortages in the finished goods. However, they do not directly impact the inventory costs or the customer service levels of the finished goods, which are determined by the demand forecasts and the production plans.
Decreasing the frozen time zone would not improve the trade-off between inventory costs and customer service levels in a MTS environment, as it would increase the variability and uncertainty in the production process. The frozen time zone is the period of time in which no changes can be made to the production schedule, as it is considered fixed and final. Decreasing the frozen time zone would allow more flexibility and responsiveness to changes in demand or supply, but it would also increase the risk of errors, disruptions, or inefficiencies in the production process. This could resultin higher production costs, lower quality, or longer lead times, which could negatively affect the inventory costs and the customer service levels.
Reducing manufacturing overtime would not improve the trade-off between inventory costs and customer service levels in a MTS environment, as it would reduce the production capacity and output. Manufacturing overtime is a way of increasing the production capacity and output by extending the working hours of the production resources, such as labor or equipment. Reducing manufacturing overtime would lower the production costs, but it would also lower the production output. This could result in insufficient inventory to meet customer demand, which could lower the customer service levels. References := Make-to-Stock (MTS) Definition, Make-to-Stock (MTS) vs Make-to-Order (MTO) | TradeGecko, Value Creation: Assessing the Cost-Service Trade-off
A customer requests an order of 100 units in Period 1. The master schedule for the item indicates an available-to-promise
(ATP) of 85 units for Period 1. Which of the following approaches is the most appropriate course of action?
Increase the master production schedule (MPS) quantity in Period 1 by 15 units.
Promise the 100 units, and then check on component availability.
Promise the 85 units in Period 1 and the remaining 15 units in the next possible ATP period.
Promise the 100 units by removing 15 units from another customer's order with a smaller revenue value.
Available-to-promise (ATP) is a business function that provides a response to customer order inquiries, based on resource availability1. It generates available quantities of the requested product, and delivery due dates. Therefore, ATP supports order promising and fulfillment, aiming to manage demand and match it to production plans1.
The most appropriate course of action when the customer requests an order of 100 units in Period 1, but the ATP is only 85 units, is to promise the 85 units in Period 1 and the remaining 15 units in the next possible ATP period. This way, the customer can receive a partial fulfillment of their order as soon as possible, and the rest of their order when more inventory becomes available. This approach also avoids overpromising or underdelivering, which can damage customer relationships and satisfaction.
The other options are not appropriate, because they either violate the master schedule, ignore the component availability, or disadvantage another customer. Increasing the MPS quantity in Period 1 by 15 units may not be feasible or desirable, because it may disrupt the production plan, increase costs, or create capacity issues. Promising the 100 units, and then checking on component availability may result in a failure to deliver, if the components are not available or sufficient. Promising the 100 units by removing 15 units from another customer’s order with a smaller revenue value may be unethical or unfair, and may also cause dissatisfaction or complaints from the other customer.
Copyright © 2021-2026 CertsTopics. All Rights Reserved
